18949568948
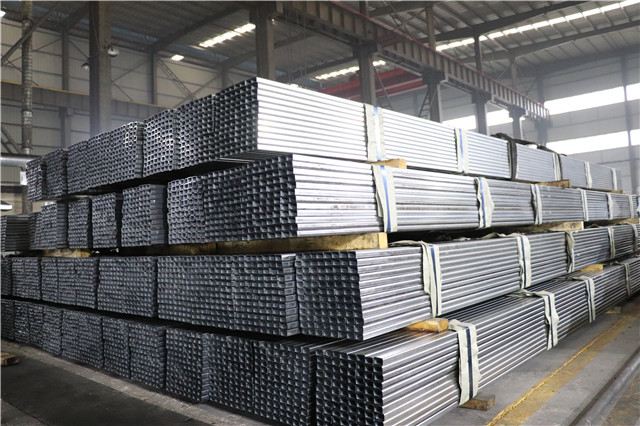
熔焊焊接方法介绍
1气焊
利用氧气中燃烧可燃气体产生的热量,熔化母材焊接处,实现连接的熔焊方法。气体焊接是一种以气体火焰为热源的焊接方法。常用的是以乙炔气为燃料的氧乙炔火焰。由于设备操作简单,气体焊接加热速度和生产率低,热影响区大,容易造成较大变形。气体焊接可用于焊接许多黑色金属、有色金属和合金。
可燃气体:乙炔,液化石油气等。例如,乙炔在氧气中燃烧时,其火焰温度可达3200℃。有三种氧乙炔火焰:
①中性焰:氧与乙炔体积的混合比为1~乙炔充分燃烧,适用于碳钢和非铁合金的焊接。
②碳火焰:氧与乙炔体积混合比小于1,乙炔过剩,适用于焊接高碳钢、铸铁和高速钢。
③氧化火焰:氧与乙炔体积的混合比大于1.2,氧过多,适用于黄铜和青铜的钎焊。
气体焊接火焰温度低,加热速度慢,加热区域宽,焊接热影响区域宽,焊接变形大,焊接过程中熔融金属保护差,焊接质量难以保证,因此很少使用。但气体焊接具有无电源、设备简单、成本低、移动方便、通用性强的特点,因此在无电源场合和野外工作时具有实用价值。目前主要用于薄钢板(厚度0.5)~3mm)、铜及铜合金焊接及铸铁补焊。
2气压焊
气压焊接和气压焊接一样,气压焊接也以气体火焰为热源。焊接时,将两对接工件的端部加热到一定温度,然后施加足够的压力以获得牢固的接头。它是一种固相焊接。气压焊接常用于铁轨焊接和钢筋焊接,无需填充金属。
3电渣焊
电渣焊接是一种以熔渣的电阻热为能源的焊接方法。焊接工艺在两个工件端面和两侧水冷铜滑块形成的装配间隙中进行。焊接时,工件端部通过电流通过熔渣产生的电阻热熔化。根据焊接时使用的电极形状,电渣焊接分为丝极电渣焊接、板极电渣焊接和熔嘴电渣焊接。
电渣焊接的特点:在电渣焊接的焊接过程中,除了初始阶段的电弧过程外,其余都是稳定的电渣过程,与埋弧焊有本质区别。
电渣焊接的优点是:可焊工件厚度大(从30mm到1000mm以上),生产率高。主要用于焊接断面接头和丁字接头。电渣焊接可用于焊接各种钢结构,也可用于组装铸件。由于电渣焊接头加热冷却缓慢,热影响区宽,显微组织粗大坚韧,焊接后一般需要进行正火处理。

扫一扫 关注手机站

















 在线客服
在线客服
