18949568948
空调焊管焊接防氧化需从焊接工艺、保护措施及后续处理三方面综合把控。
焊接前需清洁管件。用砂纸或铜丝刷打磨铜管接头部位,去除氧化层、油污及杂质,确保焊接面光亮。若管件表面有涂料或锈蚀,需用有机溶剂擦洗,避免杂质影响焊料流动,导致虚焊或气孔。清洁后,用干布擦拭干净,保持焊接面干燥,防止水分在高温下分解产生氢气,引发焊缝裂纹。
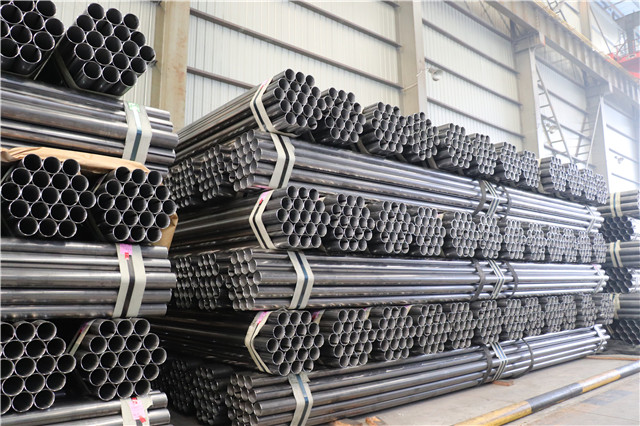
焊接过程中,保护气体与火焰控制是关键。采用氩弧焊时,需用高纯氩气(纯度≥99.99%)作为保护气体,覆盖焊缝周围区域,隔离空气,防止氧化。若使用氧-乙炔焊,应调整为中性焰(氧气与乙炔体积比1:1.2),避免火焰过氧导致铜管氧化。焊接时,先均匀预热铜管至暗红色(约650-750℃),再送入焊料,避免直接加热焊条。对于薄壁铜管,可采用快速焊接,缩短高温时间,减少氧化机会;厚壁铜管则需分层焊接,每层焊接后清理焊渣,再继续下一层。
焊接完成后,需自然冷却,禁止用水或低温物质快速降温,否则会导致焊缝脆化或开裂。冷却后,用湿布擦拭焊接部位,去除熔渣及氧化残留,防止腐蚀。若焊接处发黑(氧化表现),可用紫铜防腐喷漆喷涂覆盖,无需烘烤,修复氧化层。此外,焊接后需进行密封性检查,用肥皂水或氮气加压测试,确保无泄漏,避免制冷剂泄漏引发安全隐患。

扫一扫 关注手机站

















 在线客服
在线客服
