18949568948
焊管扩径工作步骤流程
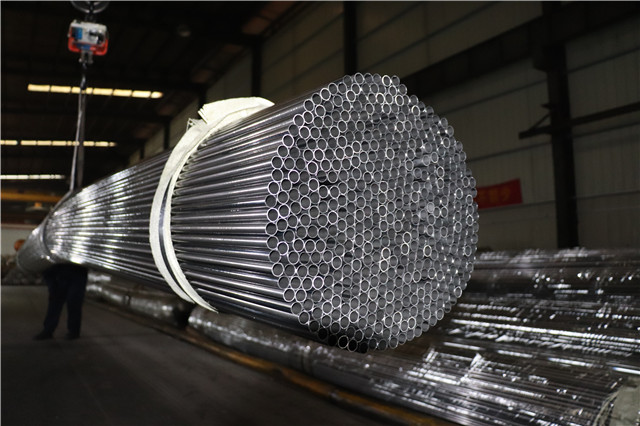
焊管产品不仅有各种类型,还有各种加工工艺和成型方法。在大多数情况下,焊管坯的整个长度在成型后再次膨胀,以提高焊管形状的质量。换句话说,在大直径直缝焊管的生产中,扩径工艺已成为保证成品管质量的重要工艺。
焊管扩径是通过液压或机械方法对钢管内部施加一定力,使钢管沿径向外扩张的压力加工工艺。机械方法比液压方法更简单有效,因此在实际应用中更为常见。特别适用于各种好的大直径直缝焊管扩径工艺。
在对接焊管产品的扩径过程中,可分为五个阶段。首先,初始倒圆阶段:打开风扇块,直到所有风扇块都接触到钢管内壁。此时,钢管中圆管的半径几乎相同,钢管初步倒圆。
公称内径阶段:扇形块从前端位置降低运动速度,直至达到要求位置,即成品管根据质量要求的内周位置。三个阶段称为回弹补偿阶段,是指焊管扇形块的速度将逐渐降低,直至达到要求位置,即工艺设计要求回弹前钢管的内周位置。
压力稳定阶段:在弹性恢复前,风机块将在钢管内周位置保持一段时间,这是设备和扩径过程所需的压力稳定阶段。剩下的一个是卸载回来,在弹性恢复之前,风机段从焊管的圆周位置连续回缩,直到达到开始的扩张位置。

扫一扫 关注手机站

















 在线客服
在线客服
